Image may be NSFW.
Clik here to view.:波焊工藝的影響")
傳統插件(THD,Through Hole Devices)在過【波焊(wave soldering)】時經常會在電路板的焊點處發生針孔(pin holes)、吹孔或氣孔(blow holes)、透錫不良等吃錫不飽滿的焊接缺陷。
究其原因,大抵可以分成工藝缺失、板材潮濕、電路板通孔鍍銅厚度不足或氧化等三大問題點,外加電路板佈線設計問題與OSP表面處理問題。
本文因為篇幅較多,所以拆分成三篇文章發表。
下面工作熊歸納一些波焊針孔、吹氣孔、炸錫的原因與解決方法給大家參考,工作熊不敢說自己是專家,所以如有不同意見,歡迎留言討論:
波焊工藝:未開啟擾流波
Image may be NSFW.
Clik here to view.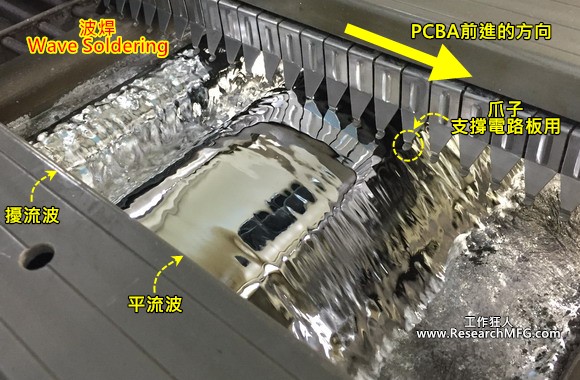
工作熊發現很多電子組裝廠的波焊產線都不太喜歡開「擾流波(chip wave)」又稱為第一波(first wave),而只開一道「平流波」,原因可能是開了擾流波後較容易出現短路問題,尤其是長腳作業的板子可能更嚴重,因為助焊劑在經過擾流波後基本上就已經失效,到了平流波時少了助焊劑的潤濕幫助,於是產生短路。
但是,擾流波的主要目的就是為了解決這類通孔透錫不滿、針孔以及陰影效應的,在魚與熊掌不可皆得的請況下,最好的辦法是在兩者間取得一個最佳的折衷製程參數方案,而比較建議的方案是透過實驗設計來選定最佳製程條件。
波焊工藝:預熱溫度不足
Image may be NSFW.
Clik here to view.
其次,波焊的預熱溫度如果不足,過波焊時零件面的溫度就會偏低,甚至低於融錫溫度,當錫液透過通孔來到零件面後溫度會急速冷卻低於熔點,於焉先行固化,在上面有固態錫封頂,下面被大量液態錫包圍(trapped)的情況下,使得讓通孔(PTH)內留存或正在產生的大量空氣或濕氣等氣體(空氣是無法被完全消失的、助焊劑本身也會產生氣體)無法逃逸,當焊點通過錫波後,下面大量錫液消失,下方的封鎖力驟減,這些被封存的氣體就會嘗試從最薄弱(還未完全固化)的位置突圍,如果封存氣體的壓力較小或位置較接近通孔焊錫的表面,就可能形成吹氣孔、針孔,如果封存氣體的壓力較大則容易發生炸錫,如果氣體無法順利逃逸時就會在通孔焊點中形成空洞(voids)。
解決方法建議波焊製程一樣要使用測溫板(profile board)實際量測預熱到波焊時零件面及波焊面的溫度。波焊預熱溫度建議在120~160°C之間(實際預熱溫度設定建議參考助焊劑廠商的datasheet)
波焊工藝:助焊劑未噴塗通孔內壁或含水氣
助焊劑就是幫助焊接潤濕用的,所以有無助焊劑噴塗到的焊點會有很明顯的焊接品質差異。請確實檢查助焊劑噴嘴是否阻塞。其次,鏈條的移動速度如果太快,也有可能造成助焊劑來不及完全塗佈而造成漏噴的現象,可以使用傳真紙黏貼於電路板上過助焊劑噴塗來檢查助焊劑的噴塗是否完全。
還有,助焊劑噴塗時還要確認是否呈微黏稠狀,助焊劑如果過期或品質不佳有沉澱現象時,建議要更換助焊劑。
波焊的助焊劑(flux)是透過壓縮空氣來的噴塗到PCB的焊接面的,如果壓縮空氣的管線出口處沒有安裝濾水濾油的設備,就有可能在長管線的輸送過程因冷熱交替而凝結出水份,而將油水隨著噴塗沾汙到PCB。
延伸閱讀:
波焊(Wave soldering)時零件擺放的設計規範
使用【偷錫焊墊(拖錫焊盤)】來解決波焊時排腳零件的短路問題
波峰焊接錫珠不良原因問題整理與解決對策(wave soldering beads)
